A Look Inside (and Out) at Commercial Concrete Coatings Used for Retail Construction
Every inch of a retail space is orchestrated to facilitate a sale. As more stores incorporate custom colors and designs into their commercial flooring to complement the look of branded spaces, epoxy, urethane, and polished concrete products become an integral component in a buyer’s journey.
A popular solution for retail construction projects, these concrete coatings are typically engineered with safety and durability top of mind. Additives ensure slip and moisture resistance, as well as the integrity to withstand tough industry stressors – decreasing the need for flooring renovation and repair. They are also highly customizable.
The standards and practices that govern the manufacturing industry are regulated by several agencies. The Current Good Manufacturing Practices (CGMP) is an example of mandated standards facilities must abide by. These practices are focused on promoting clean and sterile work environments.
Manufacturing plants are subject to multiple investigations throughout the year. From OSHA to the FDA, these frequent inspections ensure that the guidelines are being met. Those in violation, are subject to steep fines or worse, threatened with the shutdown of production.
When it comes to the safety and sterility of an environment, an industrial flooring solution can have severe implications that are regularly evaluated during inspections. In the pharmaceutical manufacturing industry for example, an epoxy coating must be thick enough to protect concrete against chemicals and contaminants that could penetrate the surface. If a system has been compromised, the noticeable effects could result in penalties.
Each part of a pharmaceutical facility will have its own set of requirements above and beyond set standards. In order to ensure the appropriate flooring is installed, it’s necessary to evaluate the space to determine what factors could compromise the integrity of the system, and then engineer accordingly.
3 Areas with a Unique Set Flooring Requirements Clean Rooms & Testing Labs – A chemically resistant and completely hygienic flooring system is required for this space. Industrial flooring should be thermal resistant to withstand extreme temperature changes without cracking. It should be seamless to avoid biological contamination, and durable to avoid the occurrence of chipping and erosion where bacteria can form. A laboratory floor system needs to be low maintenance and easily cleaned.
Production and Assembly – For the safety of employees, this part of a facility should be chemical and impact resistant. An anti-static or electrostatic resistant surface will avoid disruption to machinery and maintain the safe environment. Slip resistance should also be added to reduce workplace hazards.
Storage Areas – Depending on the type of storage (i.e. cold storage) and what materials are being housed (i.e. chemical solvents), floors should be highly resistant to cracking and able to adjust to extreme temperature changes. A storage floor needs to be easily cleaned and durable enough to withstand various weights and constant motion of production traffic moving throughout the space.
At Black Bear Coatings & Concrete, we’ve partnered with numerous pharmaceutical plants across the Northeast to engineer the appropriate flooring for every inch of a facility. Our process includes getting to understand how a space is going to be used in order to provide a longer-lasting solution. From trench drains to specially formulated top coats, we provide products that are durable, moisture and chemical resistant, and easily maintained. Contact us to learn more about industrial flooring solutions for pharmaceutical manufacturing facilities and production areas.
With over 25 years of experience, our crews have the skills required to create a production floor that meets each client’s unique maintenance and aesthetic needs. Call Black Bear to learn how we provide longer-lasting, more effective solutions for manufacturing and production buildings.
Black Bear is a leading concrete and coatings flooring company that serves New England – Maine, Massachusetts, New Hampshire, Northern Connecticut, Rhode Island, Vermont, as well as New York (north of New York City). Rest assured that we have the staff, equipment, and expertise needed to make your floor project a success. We spend time upfront to assess each client’s needs, identify the best flooring solution, engage in the right preparation, and then install the floor using industry best practices. We’d love to help your company.
Breweries pose a unique set of challenges for industrial flooring contractors. Part manufacturing plant, part retail store, and part dining experience, there are multiple considerations that need to be addressed before installing the appropriate commercial floor.
Craft brews have gained a cult following and their rise in popularity shows no signs of slowing. In the Northeast alone, microbreweries have increased tenfold, and Black Bear Coatings & Concrete has become the flooring contractor of choice to engineer the right solution for brewery owners. We’ve designed and installed floor systems for Wachusett Brewing, Madison Brewing Company, Idle Hands Craft Ales, Downeast Cider House, and other craft brands throughout New England.
Nobody worries about money, right? Wrong. It’s all about the bottom line for companies. And in this tight economy, budgets are being stretched to their limits.
Cost matters when you’re building or renovating a new place of business, and every aspect of the construction needs to be considered in terms of its cost/benefit. When it comes to your flooring, you need a commercial or industrial floor solution that is both affordable to install and a reliable work surface for years to come. Sometimes however, those two things are in conflict and you need to understand why paying more up front will end up saving your money down the line.
When designing a space for the creation of any materials intended for medical usage – from standard pharmaceuticals to novel new marijuana\THC delivery products – it’s vital to consider the impact of that space on the product. There’s an entire industry devoted to testing products for extractables and leachables (E&Ls) – chemicals in the creation or packaging of a medicinal product that could potentially make their way into what the consumer ingests.
Facilities for marijuana processing are having to increasingly keep E&L processes in mind, and that means limiting potential environmental contaminants. The right choice in extractable lab flooring and floor coatings can go a long way towards reducing the chances of contamination.
Example of recoating industrial flooring to help map out OSHA related guidelines
Today’s industries are focusing more on their environment to increase productivity and provide a more influential workplace. From 5s to LEAN manufacturing standards, the push towards a more streamlined and scaled down approach to factory floors has made an impact on production facilities. Companies have adopted these methodologies to help:
Avoid workplace hazards
Clean up manufacturing spaces
Improve assembly line and equipment bays
Accelerate workflows through the standardization of symbols, colors, and labeled areas that better mobilize production floors
When implementing these strategies, it’s not uncommon to purchase adhesives and other equipment that foster this type of environment. These temporary solutions are ideal to test the waters, but usually need to be repaired or replaced to maintain their instructive purpose. When you want to fully engage in LEAN or 5s manufacturing, there are more permanent and aesthetically pleasing solutions that can be “built in” to your production areas.
Implementing 5s in Manufacturing: A Better Way
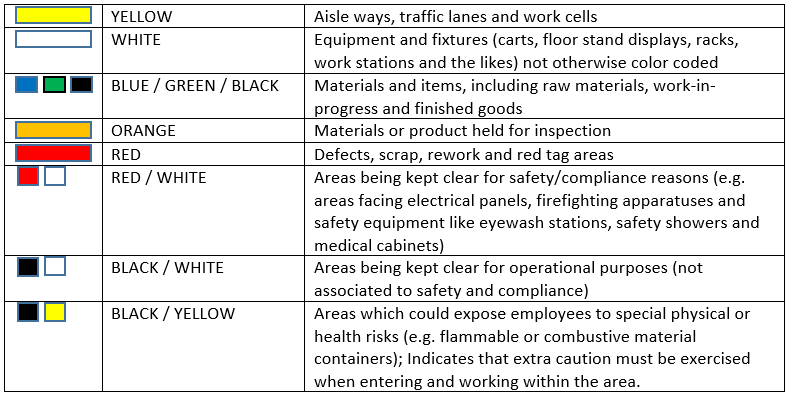
Many companies have looked towards the recoating or resurfacing of industrial floors to help map out OSHA related guidelines and standards that support these initiatives. Commercial flooring systems have the capability to be customized, which means you can design a space to be more functional and safe for workers. For example, you can tailor manufacturing flooring to indicate walkways and pedestrian paths, or use specific colors to point out dangerous, flammable areas. This minimizes the need for temporary solutions and enhances the look and feel of a safe, productive factory floor.
Black Bear Coatings and Concrete has engineered solutions for the manufacturing industry for over a decade. We have provided industrial flooring systems for numerous companies throughout the Northeast. Let us work with your company to create a better, longer lasting product that meets the needs of your specific environment. Take a look at the color chart below for ideas on how to customize a factory floor to increase productivity and reduce the risk of workplace hazards.
COLOR CHART for 5s FLOOR MARKING STANDARDS
With over 25 years of experience, our crews have the skills required to create a production floor that meets each client’s unique maintenance and aesthetic needs. Call Black Bear to learn how we provide longer-lasting, more effective solutions for manufacturing and production buildings.
Black Bear is a leading concrete and coatings flooring company that serves New England – Maine, Massachusetts, New Hampshire, Northern Connecticut, Rhode Island, Vermont, as well as New York (north of New York City). Rest assured that we have the staff, equipment, and expertise needed to make your floor project a success. We spend time upfront to assess each client’s needs, identify the best flooring solution, engage in the right preparation, and then install the floor using industry best practices. We’d love to help your company.
The best hospital flooring options provide solutions to meet the many demands of healthcare environments. Choosing the best hospital flooring will also depend on the types of hospital floors. For instance, the intensive care unit may require special hospital flooring standards that differ from those in general areas. Exam room flooring, operating room flooring, or medical office flooring may require a different hospital flooring option as well. All of the healthcare flooring requirements of your environment must be taken into consideration to make an appropriate determination on how to choose the best hospital flooring options.
“What’s the best industrial flooring for my facility?” Unfortunately, there is no single answer to that question. The “right” answer depends on the industry and operating requirements for your specific facility. When Black Bear Coatings & Concrete meets with clients to discuss industrial flooring projects, we usually start by asking a series of questions to determine the industrial flooring specifications needed.
Top 6 Considerations for Industrial Flooring:
How long can production be suspended at the facility?
We understand that most companies need to minimize downtime associated with facilities management projects. Industrial flooring solutions exist that offer fast curing times which means teams are back to work sooner.
Commercial and industrial floors can take quite the beating. With ‘round-the-clock foot traffic, machinery and vehicle tread, environmental impact, and regular sanitization, flooring for these areas are subject to intense stressors. To reduce the risk of repair and replacement, engineering commercial flooring systems for high traffic areas requires addressing the different coating options, additional additives, and site preparation to ensure precision installation.
Commercial Coatings for High Traffic Floors Epoxy floor coatings are synonymous with durability, while cementitious urethane is touted for properties that withstand extreme temperature changes. Both are popular choices for high traffic commercial flooring areas, though the needs of the individual space will help a contractor determine the right solution.
Metallic epoxy floors have become a popular commercial flooring option, because of their exotic, yet durable, beauty and the ability to design a floor pattern that is uniquely yours. While from a creative standpoint, there is no right or wrong result, it is important for you to follow certain guidelines and metallic epoxy techniques for a successful installation. Continue reading to learn how to install metallic epoxy floors for commercial use.
HOW TO INSTALL METALLIC EPOXY FLOORS:
How to Install Metallic Epoxy Floors: GETTING STARTED
The principles for preparing to install a metallic epoxy floor are similar to that for any other epoxy floor. You need to start with a clean, flat, ground surface, preferably concrete. After prepping your foundation by diamond grinding or similar process, the first thing you apply is an epoxy primer. Due to the sensitivity of metallic coatings to dust, you will need to constantly wipe away any dust from the floor throughout the entire primer application process.


 money, right? Wrong. It’s all about the bottom line for companies. And in this tight economy, budgets are being stretched to their limits.
money, right? Wrong. It’s all about the bottom line for companies. And in this tight economy, budgets are being stretched to their limits. When designing a space for the creation of any materials intended for medical usage – from standard pharmaceuticals to novel new marijuana\THC delivery products – it’s vital to consider the impact of that space on the product. There’s an entire industry devoted to testing products for extractables and leachables (E&Ls) – chemicals in the creation or packaging of a medicinal product that could potentially make their way into what the consumer ingests.
When designing a space for the creation of any materials intended for medical usage – from standard pharmaceuticals to novel new marijuana\THC delivery products – it’s vital to consider the impact of that space on the product. There’s an entire industry devoted to testing products for extractables and leachables (E&Ls) – chemicals in the creation or packaging of a medicinal product that could potentially make their way into what the consumer ingests.

 The best hospital flooring options provide
The best hospital flooring options provide  “What’s the best industrial flooring for my facility?” Unfortunately, there is no single answer to that question. The “right” answer depends on the industry and operating requirements for your specific facility. When
“What’s the best industrial flooring for my facility?” Unfortunately, there is no single answer to that question. The “right” answer depends on the industry and operating requirements for your specific facility. When 



